Автоматический ленточнопильный станок Stalex BS-460GBA
Характеристики
| Мощность двигателя, кВт | 1.5/2.2 |








Описание
На автоматических станках возможна работа как в ручном режиме, когда каждая операция выполняется вручную посредством нажатия соответствующей кнопки,
так и в автоматическом режиме, когда станок выполняет весь цикл резания (зажим заготовки – подвод заготовки – запуск пилы – опускание рамы – остановка пилы – подъем рамы – отжим тисков). В последнем случае оператор должен лишь обеспечить подачу заготовок, предварительно настроить концевой ограничитель на необходимую длину получаемых заготовок и запустить цикл пиления кнопкой «Пуск».
В стандартную комплектацию входят:
- Ленточнопильный станок
- Ленточнопильное полотно, установленное на станке
- Сенсорный экран панели управления
- Гидравлические зажимные тиски (дополнительным гидравлическим прижимом для пакетной резки не комплектуется)
- Автоматический зажим и подача материала в зону резания, гидравлический привод с PLC контроллером
- Гидроцилиндр подъёма пильной рамы
- Регулировка подачи пильной рамы
- Лампа дополнительного освещения
- Механическое натяжение полотна
- Индикатор натяжения полотна (тензометр)
- Серводвигатель для плавной регулировки скорость вращения полотна 15-90 м/мин
- Система охлаждения режущего инструмента и заготовки
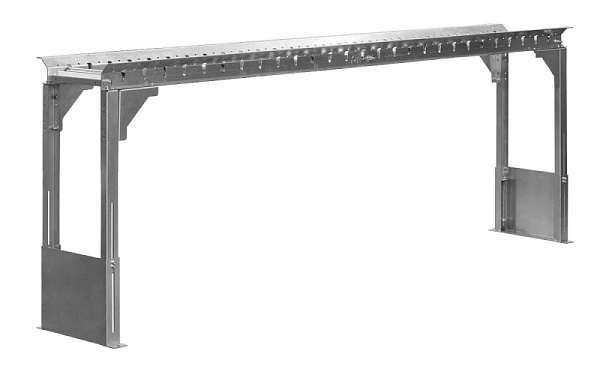
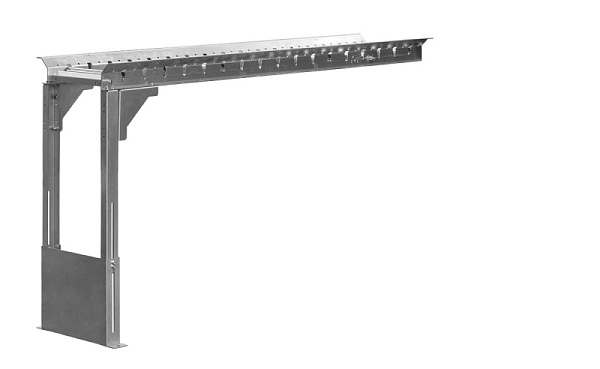
- Трехметровый подающий платформа (рольганг) – 1шт
- Трехметровая принимающая платформа (рольганг) – 1шт
- Механическое ограждение (эффективная защита оператора)
Основные элементы
- Угол пиления заготовок 90°; 15°; 30°; 45°; 60°.
- Поворот рамы происходит на угол кратный 1°, поворот производится механически. Рама станка поворачивается за счёт жёсткого поворотного механизма.
- Опускание и подъем рамы осуществляется за счет гидравлики автоматически.
- Длина подачи заготовки контролируется автоматически c ЧПУ (СNC), движение происходит по линейным направляющим гарантирующим точность подачи.
- ЧПУ станка строится на PLC контроллере, ориентированном на работу в промышленном производстве (через развитый ввод сигналов датчиков и вывод сигналов на исполнительные механизмы).
- Макс. единичный ход подающих гидравлических тисков – 500мм
- Станок управляется трёхфазным двигателем.
- Станок оснащён серводвигателем для плавной регулировки скорость вращения полотна 15-90 м/мин.
- Предохранительные концевики на кожухе маховика и на лезвии, оберегающие станок от поломок в случае если лента повреждена.
- Точная регулировка полотна позволяет добиться безлюфтового вращения в вертикальной плоскости, за счет конических подшипников и твердосплавных пластин.
- Термозащита электродвигателя.
- Высота от пола до основания тисков – 850мм.
- Система смазки и охлаждения полотна
- Гидравлическая система регулирования усилия резания.
- Автоматическое подъём рамы при завершении резки.
|
|
Угол пиления заготовок 90°; 15°; 30°; 45°; 60°. - Поворот рамы происходит на угол кратный 1°, поворот производится механически. Рама станка поворачивается за счёт жёсткого поворотного механизма. |
||||
|
|
Панель управления встроена в тумбу станка. Длина подачи заготовки контролируется автоматически c ЧПУ (СNC). ЧПУ станка строится на PLC контроллере. Сенсорный дисплей управления.
|
||||
|
|
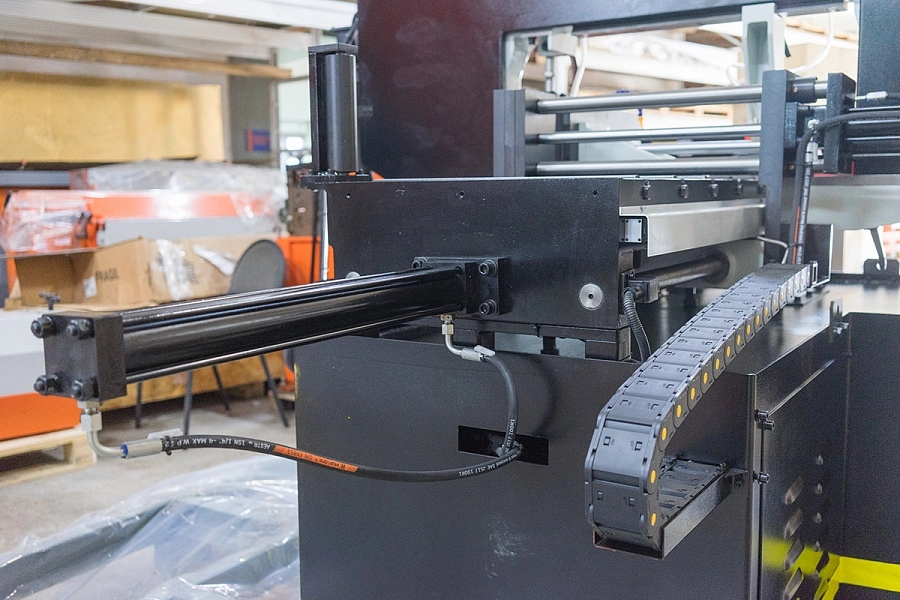
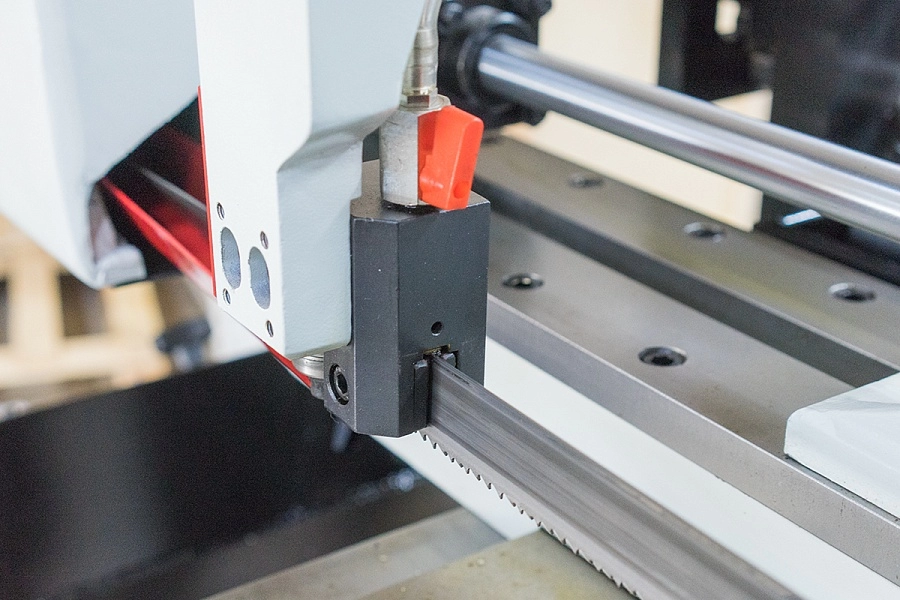
Движение происходит по линейным направляющим гарантирующим точность подачи. |
||||
|
|
Механическое натяжение полотна. Концевик контроля натяжения полотна, оберегающий станок от поломок в случае если лента повреждена. |
||||
|
Индикатор натяжения полотна |
|||||
|
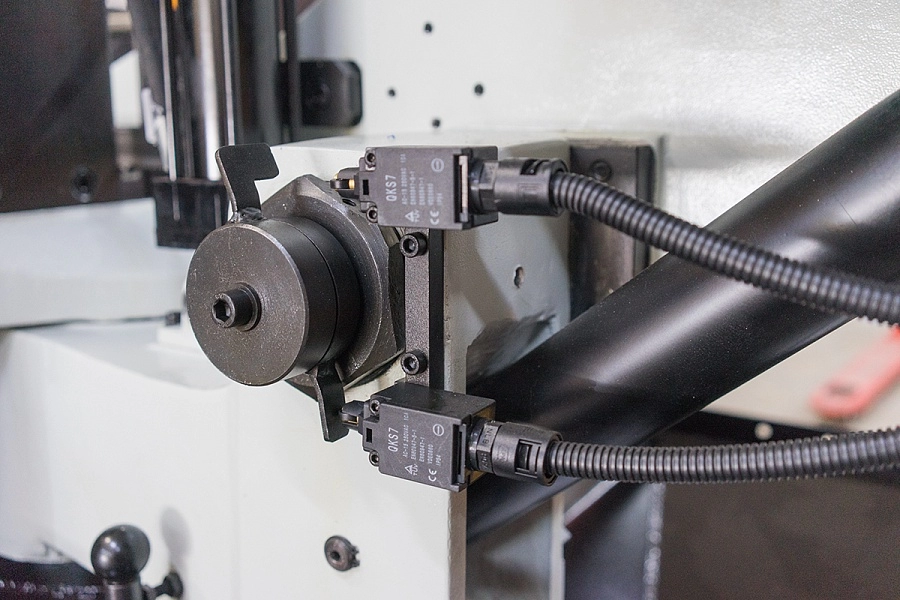
|
Предохранительные концевики на кожухе маховика. |
||||
|
|
Тиски гидравлические (стационарные и подающие) |
||||
|
|
Fixed vice clamp – регулировка усилия зажима стационарных тисков Feed vice clamp - регулировка усилия зажима подающих тисков |
||||
|
|
Лампа дополнительного освещения |
||||
|
|
Сторона подвода заготовки в зону резания. Стол подачи заготовки. |
||||
|
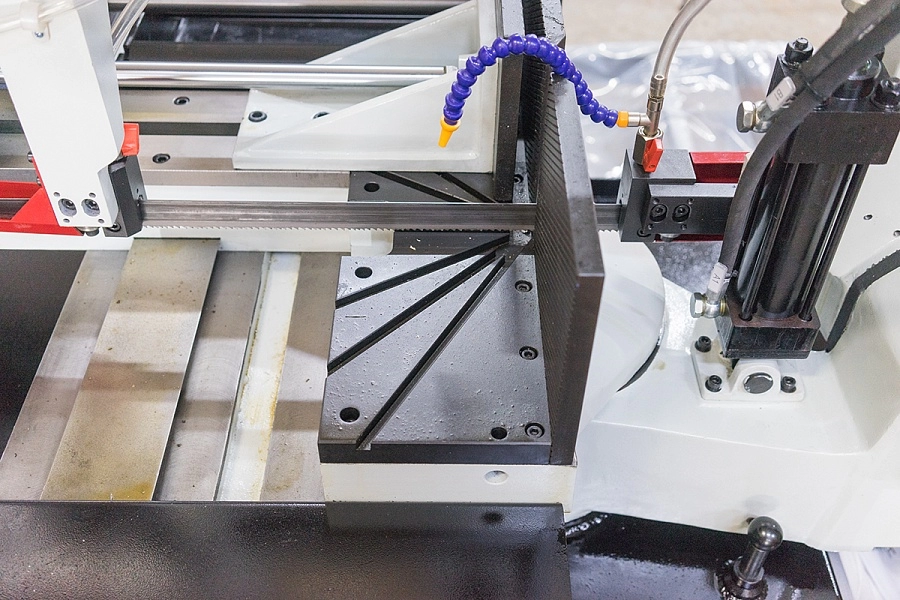
|
Основание тисков в зоне резания. Твёрдосплавные пластины в блоках натяжения полотна. |
||||
|
|
В тумбе станка размещён бак для стружки и слива СОЖ |
||||
|
|
Зубчатый привод. |
||||
|
|
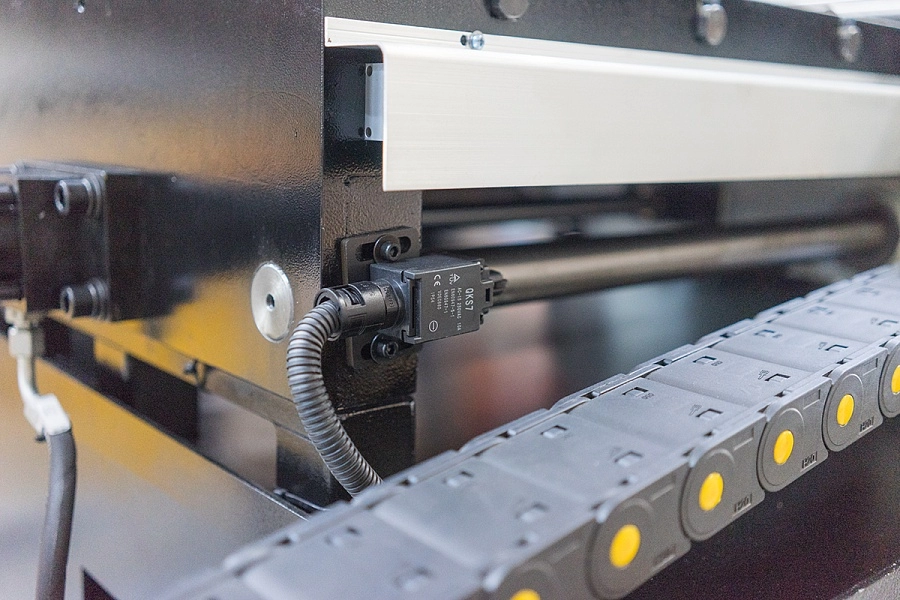
Датчик остановки подвижных тисков |
||||
|
|
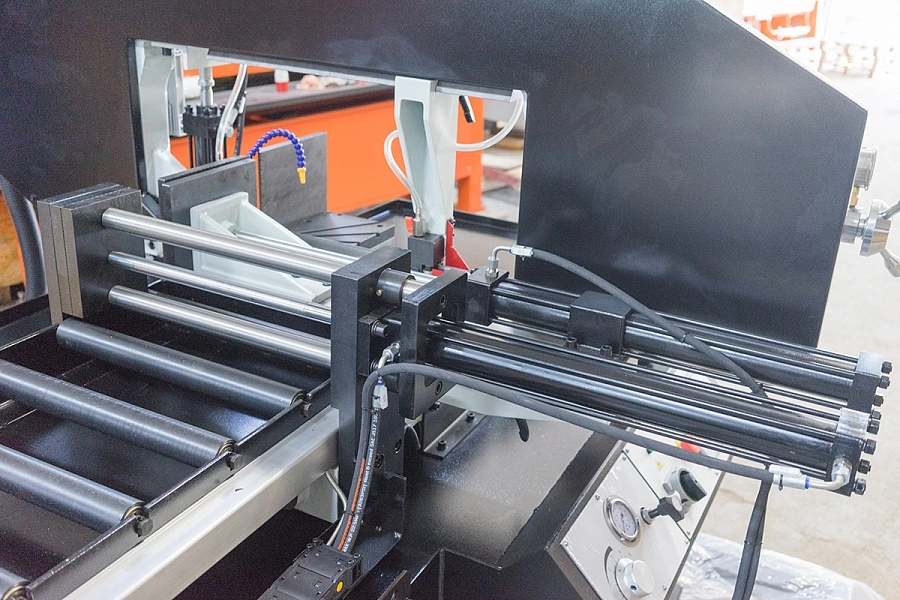
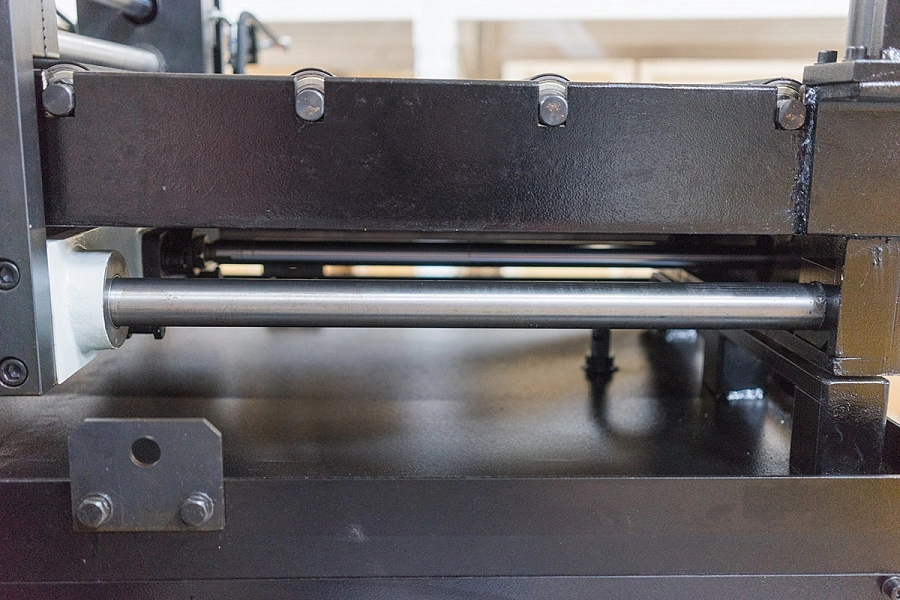
Механизмы движения для тисков подачи заготовки. |
||||
|
|
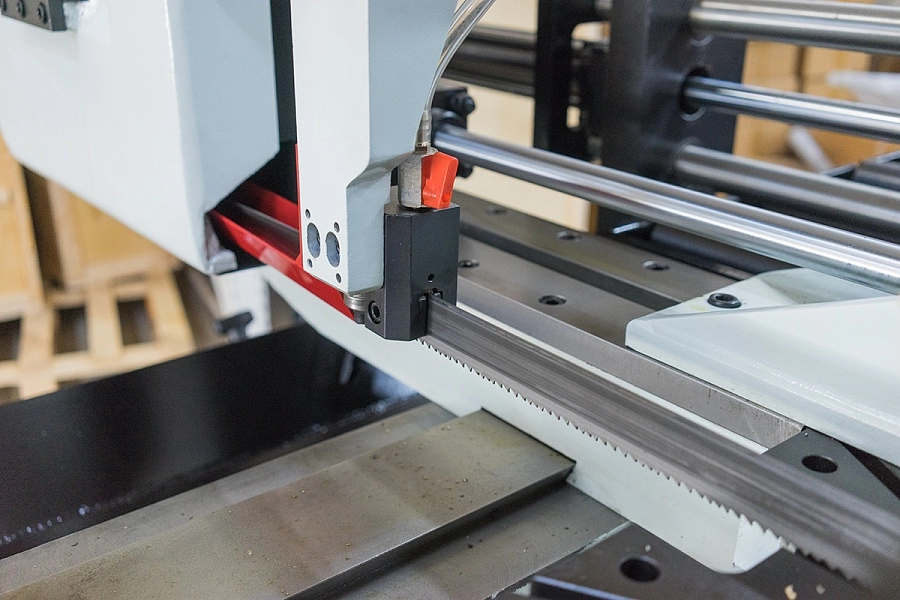
Датчики на подъём и опускание рамы. |
||||
|
|
Шильдик станка |
















Подробные характеристики
|
|
Stalex BS-460GBA |
||
|
Артикул |
388127А |
||
|
Мощность двигателя |
1,5/2,2 кВт (3-х фазный) термозащита перегрузки двигателя |
||
|
Вращение пилы |
От 0 до +60 градусов |
||
|
Привод |
зубчатый (червячная передача) |
||
|
Скорость резания |
15-90 м/мин |
||
|
Рабочая зона |
+90° |
+45° |
+60° |
|
|
330 |
305 |
205 |
|
|
460х250 |
305х250 |
205х250 |
|
Угол разворота рамы |
|
||
|
Габариты ленты |
34х1,1х3960 мм |
||
|
Скорость подачи заготовки |
0-50 мм/c |
||
| Макс. единичный ход подающих гидравлических тисков |
500 мм |
||
|
Точность подачи заготовки |
0.1/100 мм |
||
|
Точность реза по длине отрезаемой заготовки |
заявленная погрешность ±0,2 мм. на длину 1000 мм |
||
|
Точность реза на отклонение по перпендикулярности |
заявленная погрешность 0,3 мм. на Ø 100 мм сплошного сечения |
||
|
Рабочая высота стола |
850 мм |
||
|
Объём гидравлического бака |
32 л |
||
|
Объём бака СОЖ |
18 л |
||
|
Система смазки и охлаждения полотна |
+ |
||
|
Индикатор натяжения полотна |
+ |
||
|
Лампа дополнительного освещения |
+ |
||
|
Размер упаковки |
2500х2300х1630 мм |
||
|
Размер упаковки стола подачи |
упакован вместе со станком |
||
|
Общие габариты станка установленного в рабочее положение |
6470x2260x1450 мм |
||
|
Отдельный размер стола подачи |
3000х460х850 мм |
||
|
Масса нетто/брутто |
1520/1655 кг |
||
|
Страна производитель |
Китай |
||
|
Гарантия |
12 месяцев |
||

Комплектация
- Ленточнопильный станок
- Ленточнопильное полотно, установленное на станке
- Сенсорный экран панели управления
- Гидравлические зажимные тиски
- Автоматический зажим и подача материала в зону резания, гидравлический привод с PLC контроллером
- Гидроцилиндр подъёма пильной рамы
- Регулировка подачи пильной рамы
- Лампа дополнительного освещения
- Механическое натяжение полотна
- Индикатор натяжения полотна (тензометр)
- Серводвигатель для плавной регулировки скорость вращения полотна 15-90 м/мин
- Система охлаждения режущего инструмента и заготовки
-
Трехметровый подающий платформа (рольганг)
1 шт.
-
Трехметровая принимающая платформа (рольганг)
1 шт.
- Механическое ограждение (эффективная защита оператора)
Аксессуары


Уникальные предложения



















